铝及铝合金一次浸锌工艺的研究
1前言
铝及铝合金件具有比重小、强度高的材料学特性,特别是近年来发现铝锂、铝镁合金具有优异的超塑性,使得铝合金件,特别是铝合金压铸件的数量迅速增加-。这为电镀工作者提出了新的课题。众所周知,铝件镀前处理通常有以下几种方法:浸锌法、浸锡法、改良浸锌合金法、阳极氧化后直接电镀法、化学镀镍法、在闪镀镍槽中先氧化再闪镀镍法、条件化处理后直接电镀,以及我国最近出现的直接电镀前处理法等,
1927年Hewitson取得了世界上第一个采用碱性溶液进行镀前处理的浸锌配方的专利,这标志着传统的浸锌法的诞生,在此后的10年左右,该工艺取得了非常大的进步。该方法的原理是:通过浸锌或锌合金来降低铝表面的活性,防止在操作过程中或在电镀液中铝被氧化,同时防止铝件在电镀液中与被镀金属离子发生置换反应。
浸锌过程实际上是使铝件浸在含有Zn(OH)2+4的溶液中,使位于铝表面的金属铝与溶液所含的络合物集团Zn(OH)~中的锌离子发生置换反应。形成高度弥散在铝表面的锌晶粒,由于在强碱性溶液中铝的表面处于活性状态,而且铝在溶解过程中放出电子,使得铝表面的电位进一步负移,从而具有更高的电化学活性,因此铝在浸锌溶液中的表面应采用均匀降低表面能的保护措施。此外,在浸锌过程的初期,有一定量的氢气从铝表面析出,对铝件也起着一定的防止氧化的作用。由于铝的溶解速度受溶液的组成、pH值、处理液温度的影响,因此这种锌与铝的置换反应的速度在一定程度上是可控的。
但是,为了得到好的结合力,要求采用二次浸锌的操作,由于在第一次浸锌的过程中,所生成的锌晶粒的尺寸差别过大,分布不均匀,镀层的结合力得不到保证。因此一次浸锌后,必须在浓硝酸溶液中进行部分溶解处理,浓硝酸处理的作用是使铝表面生成一层很薄的氧化物,这层氧化物使铝件表面的能量状态均匀,同时将那些与铝基体结合不好的锌晶粒溶解,将结晶过于粗大的晶粒的尺寸变小。在此基础上再进行第二次浸锌,便能得到晶粒度较小而且致密连续的置换锌薄层,但是由于该过程的操作过于复杂,且存在酸雾对环境的污染以及强酸对工件的腐蚀,所以人们一直不断地对这种方法进行改良。
此后出现的浸锌合金的方法,也称改良浸锌法,是在传统的浸锌溶液中加入三价铁的酒石酸络合物、二价镍或二价铜的氰化络合物。对于铸铝件,有的还加人了硝酸钠或氟化钠。改良的浸锌法可以通过一步浸锌而得到结合力良好的镀层,但是.由于氰化物以及多元重金属离子的加人,不仅操作上要求严格,而且增大了废水处理的难度。
相继又出现了浸锡法、直接化学镀镍法、直接镀锌法以及先阳极氧化再使被镀金属通过等,但是由于成本与性能的关系,目前广泛使用的仍是浸锌工艺。
针对上述情况,本文开发出了一种新型的,适合于铝合金LY—l2、煅铝LD一31、高硅含铜铝铸件的HG镀前浸锌合金工艺,获得了一次浸锌合金便能在铝件上沉积出结合力优异的电镀镍层。
2实验部分
2.1所用化学药品与试片
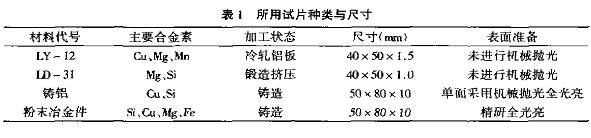
所用化学药品均为化学纯级药品,所用试片的种类与尺寸如表1所示:
2.2测试方法与设备
结合力的测试采用正负冷弯法与热震法,热震法的设备为东南大学自动化仪表厂生产的wr一100型程序升温控制仪控制的箱式电阻炉,先将炉内温度控制在250±5℃,再将挂有试片的试片架推人炉中,加热20min后取出.投人盛有冰水的容器中,目视检查镀件表面有无鼓泡等现象,如此反复11次。
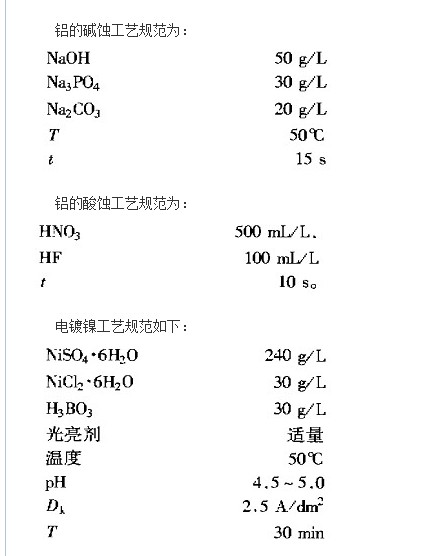
2.3镀前处理流程与溶液
镀前处理工艺流程如下:溶剂除油→碱蚀→水洗→酸蚀→水洗→浸锌→电镀
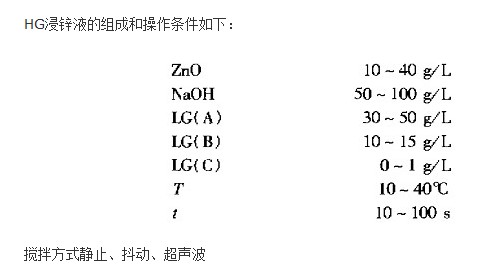
HG浸锌液的组成和操作条件如下:
图
3结果与讨论
3.1温度与浸渍时间对镀层结合力的影响
一般情况下,浸锌温度与时间控制较严格,不同铝合金要求浸锌的温度也不相同,在l5~40℃之间。温度过低,浸锌反应难以进行;温度过高,锌晶粒过大,镀层结合力不良。时间过短,浸锌不完全;时间过长,锌晶粒过于粗大,结合力不良。在温度为0~40℃,时间为lO~60s的范围内,对镀镍层进行11个循环的热震以及热震后的冷弯试验。浸锌是在静止状态下进行,所用试片为硬铝LY—l2,镀镍层厚度为15um.
试验发现,在11个循环的热震试验中均未见镀层起皮与鼓泡现象,热震后冷弯至铝基体断裂,未见断口处镀层出现起皮现象结合力之所以这样好,可能是由于在热循环实验中,铝基体中的铝原子与浸锌过程中得到的锌层及镀层中的镍原子发生互扩散而形成镍锌铝合金,从而提高了镀层的结合力。为此又进行了电镀后的直接冷弯测试与边长为1mm的正方型划痕的测试,采用观察刀口处镀层与基体的结合情况以及划痕的宽度来表征结合力的好坏,综合评价结果如表2所示:
由表2可以看出,在温度为0~40℃,时间为10~60s的范围内,镀后的直接冷弯实验测试的结果却不完全合格,说明在相同的条件下,该范围内并不是都能得结合力好的镀层由此认为:在热震实验的过程中.基体铝合金、锌、镍镀层之间有可能会因热扩散而形成合金合金层的形成能够提高基体与镀层之间的结合力
3.2搅拌对镀层结合力的影响
在温度为20%的条件下,分别在静止、机械搅拌、超声波搅拌的情况下,浸锌10s、30s后电镀镍层。镀后直接采用正负冷弯法与划格法测试镀层结合力。测试结果证明,无论搅拌与否,采用HG浸锌液,都能得到结合力优异的镀层。
3.3铝合金材料对结合力的影响
分别在20℃,30s的条件下,对表1所示的LY一12、LD一31、铸铝、粉末冶金件采用HG溶液进行了镀前浸锌处理。经过冷弯、划格、热震实验的测试,结果证明,与LY—l2铝合金相同,铝表面的镀镍层均与基体有着优异的结合力。说明本工艺适合于多种铝合金材料。
4结论
①硬铝、煅铝、铸铝件、粉末冶金铝件通过一次浸锌都能获得结合力优异的镀层;
②所开发出的HG型镀前浸渍液中不含有氰化物、氟化物和有毒的重金属离子;
③热震加热过程能提高基体与镍镀层之间的结合力,因此,不适合用来表征铝上电镀层结合力;
④HG型前浸液工作温度为0~4o℃,温度低于20℃时,浸锌的时间应在30s以上,温度高于30%时,浸锌的时间要小于30s,最佳工作温度范围为20~30℃。
⑤当温度与时间参数适当时,可在静止、机械搅拌、超声搅拌的情况下均获得结台力优异的镀层。

- 2023-08-22
- 2022-04-07
- 2021-07-21
- 2021-07-21
- 2021-07-16
- 2021-07-15
- 2015-10-26
- 2015-10-26
- 2015-10-26
- 2015-10-26
- 2015-10-26
- 2015-10-26
- 2015-10-26
- 2015-10-26
- 2015-10-26
- 2015-10-26
- 2015-10-26

